




Laboratorium CAx
Zespół Inżynierii Jakości i Zarządzania Katedry M-6 w ramach kształcenia na kierunku Zarządzanie i Inżynieria Produkcji realizuje kształcenie studentów w zakresie zarządzania jakością i bezpieczeństwem. Realizowane jest to w formie laboratoriów oraz projektów.
Laboratorium Systemów Jakości wyposażone w sprzęt i oprogramowanie oferuje praktyczną naukę stosowania metod i narzędzi jakości. Laboratorium posiada oprogramowanie klasy CAQ – pakiet Q-PAK zawierający następujące moduły:
- Zarządzanie dokumentacją i auditami,
- Działania korygujące i zapobiegawcze,
- Nadzorowanie wyposażenia kontrolno-pomiarowego,
- Analiza FMEA.
Oprogramowanie pozwala na symulację rzeczywistego systemu zarządzania jakością lub bezpieczeństwem w firmie i prowadzenie w jego ramach takich działań jak:
- tworzenie i zatwierdzanie dokumentacji systemowej,
- planowanie i realizację auditów wewnętrznych,
- doskonalenie systemu poprzez planowanie i nadzorowanie działań korygujących i zapobiegawczych,
- tworzenie bazy sprzętu kontrolno-pomiarowego i wykonywanie jego sprawdzeń i analiz zdolności,
- wykonywanie analiz ryzyka metodą FMEA dla wyrobów i procesów.
Projekty realizowane przez studentów obejmują:
- projektowanie struktury procesowej organizacji,
- definiowanie procesów operacyjnych,
- projektowanie dokumentacji systemów zarządzania,
- planowanie i realizacja auditów systemów zarządzania.
Laboratorium cyfrowego modelowania wyrobów, procesów i systemów wytwarzania – PLM
Laboratorium cyfrowego modelowania wyrobów, procesów i systemów wytwarzania – PLM zostało utworzone w celu rozwijania umiejętności Studentów kierunku Inżynieria Produkcji w zakresie nowoczesnych metod techniczno-organizacyjnego przygotowania produkcji, opartych na zastosowaniu technik cyfrowych. Zadanie to ma szczególnie duże znaczenie, biorąc pod uwagę rosnącą złożoność wyrobów, tendencje do skracania czasów przygotowania produkcji oraz konieczność częstego wprowadzania zmian w wyrobach w celu zaspokojenia potrzeb klientów. Dodatkowo, celem Laboratorium jest praktyczne zapoznanie Studentów ze specyfiką pracy grupowej nad jednym projektem, włączając w to pracę w zespołach rozproszonych geograficznie.
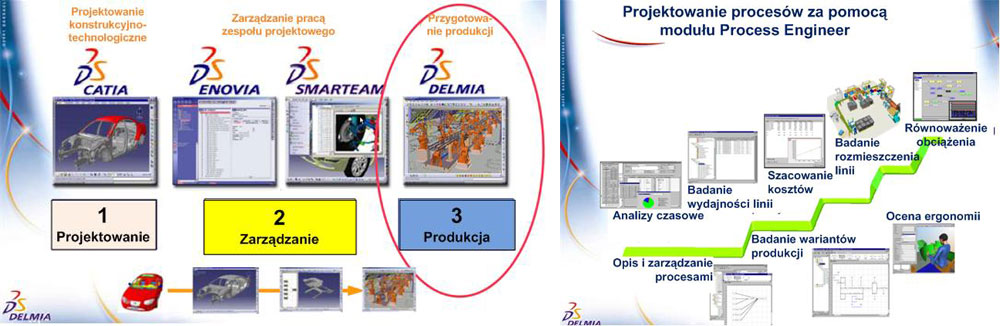
Wyposażenie laboratorium bazuje głównie na zintegrowanym pakiecie aplikacji PLM firmy Dassault Systems. Biorąc od uwagę funkcjonalność, aplikacje realizują następujące zadania:
- Projektowanie konstrukcyjne wyrobu realizowane w systemie CATIA. Główne realizowane funkcje to projektowanie modeli cyfrowych wyrobów i elementów systemu wytwarzania, także towarzyszącej dokumentacji. System ten wykorzystywany jest także do opracowywania dokumentacji technologicznej procesów technologicznych.
- Zarządzanie pracą zespołu projektowego realizowane przy użyciu systemów Enovia i SmarTeam. Systemy te pozwalają przydzielić zadania do członków grup projektowych, śledzić zaawansowanie prac oraz zawierają wygodne narzędzia do zarządzania wersjami dokumentów projektowych i definiowania ścieżek ich obiegu, co jest niezbędne w przypadku bardziej złożonych projektów.
- Przygotowanie technologiczno-organizacyjne produkcji dla opracowanego wyrobu realizowane przy użyciu systemu Delmia.
Etap przygotowania technologiczno-organizacyjne produkcji jest głównym obszarem działalności Laboratorium. Szczególna uwaga zwracana jest na organizacyjne przygotowanie produkcji. Zastosowane do tego celu oprogramowanie, system Delmia, pełni następujące główne funkcje:
- planowanie, organizacja i optymalizacja działań produkcyjnych w metodyczny sposób,
- integracja dostępnych zasobów produkcyjnych w jednym środowisku,
- wielokrotne wykorzystywanie już opracowanych i sprawdzonych procesów oraz zasobów,
- uzyskiwanie rozwiązań najbardziej korzystnych z ekonomicznego punktu widzenia dzięki systematycznej analizie kosztów przygotowania i realizacji produkcji.
Funkcje te są realizowane poprzez rozwiązywanie następujących zadań cząstkowych w podsystemie Process Engineer:
- opis i zarządzanie procesami,
- analizy czasowe (MTM),
- badanie wydajności linii,
- szacowanie kosztów,
- badanie rozmieszczenia podsystemów funkcjonalnych linii i gniazd produkcyjnych,
- balansowanie linii produkcyjnych,
- badanie wariantów produkcji,
- ocena ergonomii.
Wyposażenie Laboratorium obejmuje:
- system CAD/CAM CATIA V5 R18 (16 licencji),
- system DELMIA – 10 licencji pozyskanych w wyniku współpracy z firmą KS Automotive,
- oprogramowanie 3D CAD SOLID WORKS,
- oprogramowanie do przeprowadzania analiz czasowych „Timer Pro”,
- system programowania OSN MTS,
- system ekspertowy Exsys Professional stosowany do wspomagania projektowania procesów technologicznych z wykorzystaniem technik sztucznej inteligencji,
- SQL Manager for SQL Server do tworzenia i zarządzania bazami danych,
- system „IGRAFIX” do modelowania rozwoju wyrobu w systemie BPMN.
Laboratorium edukacyjno-badawcze obróbek ubytkowych
Laboratorium to składa się z:
- Centrum Szkoleniowego firmy Haas.
- Laboratorium Badań Procesów Skrawania.
- Pracowni Modelowania Procesów Obróbki.
Wyposażenie laboratorium poza klasycznymi obrabiarkami obejmuje:
- pionowe centrum frezarskie CNC Haas VF-1,
- tokarkę CNC Haas TL-1,
- dwa treningowe panele sterujące Haas,
- elektroerozyjną drążarkę drutową CNC BP95d ZAP,
- grawerkę i minifrezarkę CNC,
- wycinarkę styropianową CNC,
- wycinarkę plazmową CNC,
- tokarkę precyzyjną Masterturn 1000 KNUTH.
Na wyposażeniu laboratorium znajduje się również 10 stanowisk komputerowych z oprogramowaniem CAD/CAM Keller i Esprit oraz stanowiska pomiarowo badacze do analizy zjawisk w strefie skrawania:
- tor do pomiaru składowych siły skrawania,
- tor do rejestracji obrazów szybkozmiennych i termograficznych,
- urządzenia do pomiaru i analizy struktury geometrycznej powierzchni (SGP) firmy Taylor (Form Talysurf Intra, Talyrond)
Centrum Szkoleniowe firmy Haas (programowanie obrabiarek sterowanych numerycznie) powstało w wyniku porozumienia o współpracy pomiędzy Politechniką Krakowską, firmą Abplanalp Consulting, firmą Haas oraz firmą Keller. Celem tego przedsięwzięcia jest prowadzenie badań procesów obróbczych, prowadzenie zajęć dydaktycznych na Wydziale Mechanicznym oraz różnego rodzaju szkoleń dla osób z przemysłu.
Pionowe centrum frezarskie VF1 firmy HAAS oparte jest na koncepcji budowy maszyny ze stołem krzyżowym. posiada sterowanie CNC 4-o osiowe (3 osie liniowe, 1 oś obrotowa). Opcjonalnie oferowana jest 5-a oś CNC.
Obrabiarka jest wyposażona w zamontowane na osiach przetworniki obrotowo-impulsowe z kompensacją rozszerzalności termicznej. System ten koryguje cieplne, liniowe zmiany śrub tocznych przez odpowiedni algorytm w sterowaniu.
Chłodzone, sterowane wektorowo wrzeciono posiada prędkość obrotową do 10 000 1/min; oraz moc 15 kW.
Tor badawczy do rejestracji procesu tworzenia i spływu wióra składa się z następujących elementów:
- Kamery szybkoklatkowej, Phantom V5.2.
- Obiektywu do zdjęć – makro Nikkor AF Micro 200 mm f/4D,
- Zestawu oświetleniowego – punktowego (światła zimnego), składającego się z 2 reflektorów ze statywami oraz zasilacza o mocy 600 W,
- Zestawu oświetleniowego światła rozproszonego o mocy 2000 W wraz ze statywem,
- Tokarki precyzyjnej do testowania narzędzi i materiałów toczonych, Masterturn 400.
Stanowisko badawcze do pomiarów składowych siły skrawania składa się z następujących elementów:
- Siłomierza piezoelektrycznego KISTLER, typ 9257B (zakres pomiarowy ± 5 kN).
- Imaka nożowego, montowanego na siłomierzu typ 9403, tokarka Masterturn 400.
- Wzmacniacza sygnałów 8-kanałowego typ5070A12100.
- Karty przetwornika AC dla szyny PCI typ 2855A4.
- Oprogramowania DynoWare,wersja 2.4 dla Windows typ 2825A-02.
Pomiary temperatury skrawania wykonywany jest na stanowisku pomiarowym, z wykorzystaniem tokarki Masterturn 400 oraz kamery termowizyjnej FLIR SC 620, połączonej przez łącze szeregowe typu FireWire z komputerem klasy PC z zainstalowanym oprogramowanie Therma CAM Researcher Pro 2.9 do akwizycji i przetwarzania obrazu z kamery. Obraz widzialny i termograficzny jest rejestrowany z częstotliwością 30 Hz. Kamera wyposażona jest w aparat cyfrowy (3,2 Mpx), dwa łącza USB 2.0, FireWire i wyjście video. Kamera wyposażona jest w dwa obiektywy stałoogniskowe f=37 mm i 76 mm. Kamera posiada możliwość pomiaru temperatury w zadanym polu, poprzez wprowadzanie punktów pomiarowych, obszarów (okrąg, prostokąt), linii, izoterm.
Do analizy danych wykorzystywany jest program Therma CAM Researcher Pro 2.9 który umożliwia komunikacje z kamera termowizyjną FLIR SC 620, akwizycje obrazu termowizyjnego, zmiany parametrów konfiguracyjnych takich jak emisyjność, wilgotność powietrza, temperatura otoczenia, program umożliwia również pomiary temperatur zapisanych obrazów przez pomiary punktowe, liniowe lub obszarowe.
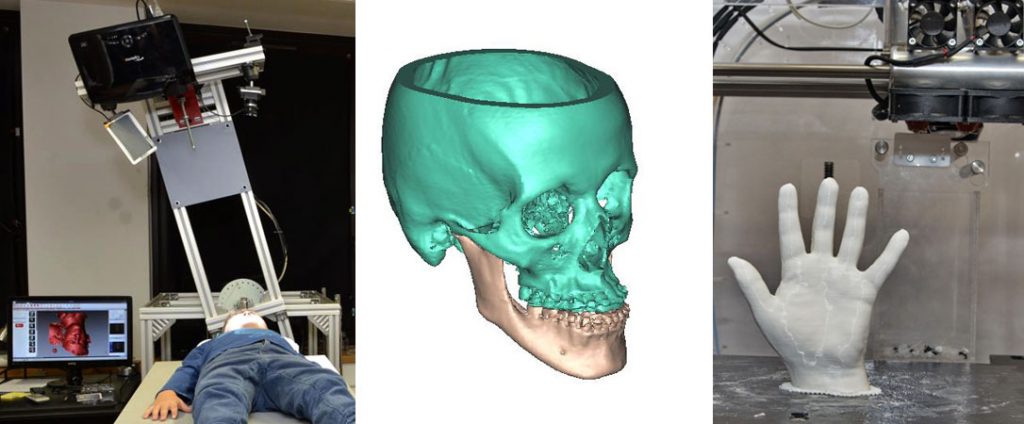
Laboratorium inżynierii rekonstrukcyjnej
Laboratorium wyposażone jest w:
- Skaner 3D światła strukturalnego z oprogramowaniem FlexScan3D.
- Drukarka 3D BfB Touch.
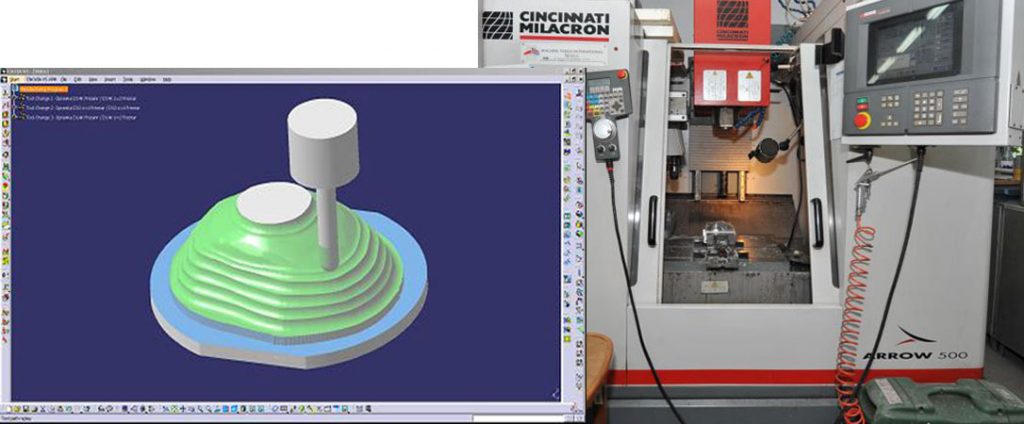
- 3-osiowe centrum frezarskie Arrow 500.
- System Mimics.
- System Catia.
W laboratorium prowadzone są zajęcia z przedmiotów:
- Inżynieria odwrotna.
- Rekonstrukcja obiektów.
- Zastosowanie inżynierii rekonstrukcyjnej w medycynie.
Ponadto realizowane są również prace dyplomowe inżynierskie i magisterskie oraz prace naukowo – badawcze ukierunkowane na:
- projektowanie protez kości czaszki,
- projektowanie form do kształtowania protez czaszkowych,
- wykonywanie form do kształtowania protez czaszkowych,
- ocenę dokładności rekonstrukcji obiektów,
- planowanie zabiegów chirurgii twarzowo-szczękowej,
- planowanie zabiegów chirurgii plastycznej i rekonstrukcyjnej,
- wizualizację stereoskopowa, zaplanowanych zabiegów chirurgii plastycznej i rekonstrukcyjnej,
- skanowanie obiektów,
- skanowanie pacjentów dla potrzeb planowania zabiegów chirurgicznych,
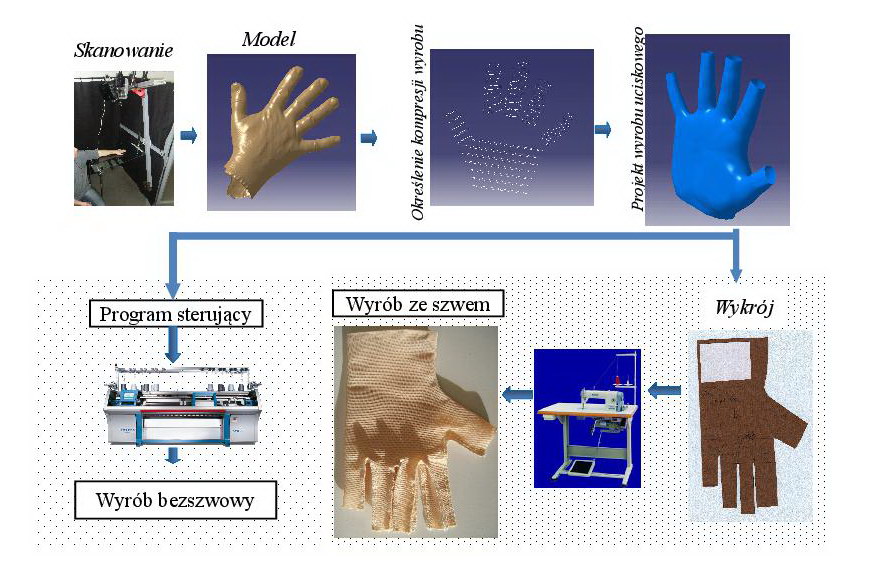
- skanowanie pacjentów dla potrzeb projektowania opatrunków uciskowych do leczenia oparzeń,
- projektowanie wyrobów uciskowych.
Laboratorium mediów elektronicznych
W laboratorium prowadzone są zajęcia z rejestracji ruchomych obrazów, montażu nieliniowego materiałów filmowych oraz grafiki i animacji komputerowej. Studenci zapoznają się z efektami specjalnymi, stosowanymi w telewizji, filmie i reklamie.
Laboratorium mediów elektronicznych wyposażone jest w:
- 16 komputerów z 24” monitorami,
- profesjonalne kamery Sony MC 2000E – 3 szt., statywy Libec 950V – 3 szt.,
- oświetlenie: lampy z softboxami, parasolkami oraz blendami, GreenScreen,
- oprogramowanie m.in:
o AVID Studio – nielioniowy montaż filmowy – wersja komercyjna wraz z profesjonalnymi dodatkami typu RedGiant – 16 licencji,
o Pakiet Adobe Production Premium CS 6 – 8 licencji w skład którego wchodzą następujące aplikacje:
– Premiere Pro – profesjonalny montaż nieliniowy materiałów filmowych,
– AfterEffects – efekty specjalne w filmie,
– Audition – profesjonalny montaż dźwięku,
– Flash – grafika i animacja na potrzeby m.in Internetu (technologia Flash),
– Photoshop – profesjonalna edycja grafiki rastrowej,
– lllustrator – profesjonalna edycja grafiki wektorowej,
- Blender – profesjonalna grafika i animacja 3D,
- Matlab,.
- NX – SIEMENS,
- SOLID EDGE 7.
- Microsoft Project
- Statistica
Laboratorium mikro i nanotechnologii
Działalność LMNT ukierunkowana jest na wytwarzanie mikro i nanoelementów lub struktur geometrycznych znajdujących bezpośrednie zastosowanie w Mikro i Nano Elektromechanicznych Systemach oraz mikro narzędzi (mikroformy, mikromatryce, mikrowykrojniki, mikrostęple ) do ich masowej produkcji.
Prace naukowe i rozwojowe LMNT obejmują:
- Mikrotechnologie, które związane są zwykle z miniaturyzacją i dotyczą wytwarzania elementów czy struktur geometrycznych, których przynajmniej jeden wymiar jest mniejszy od 1 mm.
- Nanotechnologie, które są związane zwykle z wytwarzaniem elementów lub struktur geometrycznych, których przynajmniej jeden wymiar jest mniejszy od 100 nm.
W szczególności działalność LMNT obejmuje:
- projektowanie i wytwarzanie specjalnych urządzeń do wytwarzania mikroelementów obróbkami: elektroerozyjną, elektrochemiczną, laserową oraz hybrydowymi,
- badaniami procesów i opracowywaniem technologii wytwarzania mikroelementów obróbką elektrochemiczną, elektroerozyjną, laserową oraz metodami hybrydowymi,
- badaniami procesów roztwarzania i osadzania elektrochemicznego ukierunkowanymi na wytwarzanie struktur geometrycznych o wymiarach poniżej 100 nm.
Opracowane w Laboratorium urządzenia oraz wyniki badań są na bieżąco wykorzystywane we współpracy z przemysłem oraz w procesie dydaktycznym: wykłady, zajęcia laboratoryjne.
Stanowisko do wycinania laserowego wyposażone jest w jednomodowy laser Nd: YAG pompowany diodowo Patara firmy Northrop Grumman. Głowica laserowa wyposażona jest w układ konwersji długości fali, za pomocą układu rezonansowego, dzięki któremu emituje ona wiązkę o długości 532 nm w trybie impulsowym. Osiągalna moc średnia lasera wynosi 16 W przy częstotliwości impulsów 9 kHz. Zakres częstotliwości impulsów zawiera się w przedziale od 4 do 15 kHz. Wiązka laserowa spolaryzowana jest liniowo (horyzontalnie).
Wiązka laserowa wychodząca z głowicy trafia do układu optycznego gdzie jest w odpowiedni sposób formowana, aby jej właściwości w ognisku były optymalne do wycinania elementów z materiałów konstrukcyjnych (stopy metali, ceramika, diament, itp., za wyjątkiem pewnych gatunków szkła).
Przedmiot obrabiany znajduje się na stole krzyżowym poruszającym się w osiach XY usytuowanym na stole poruszającym się wzdłuż osi Z. W osiach XY zastosowano napędy o odpowiedniej dynamice, aby spełniały wymogi obróbki. Oś Z napędzana jest przy pomocy silnika krokowego.
Komora robocza posiada wyciąg produktów spalania jak również odpowiedni system pneumatyczny wspomagający proces cięcia oraz zabezpieczający system optyczny przed zanieczyszczeniem.
Geometria wycinanych elementów definiowana jest na podstawie plików CAD, na podstawie których generowana jest ścieżka cięcia.
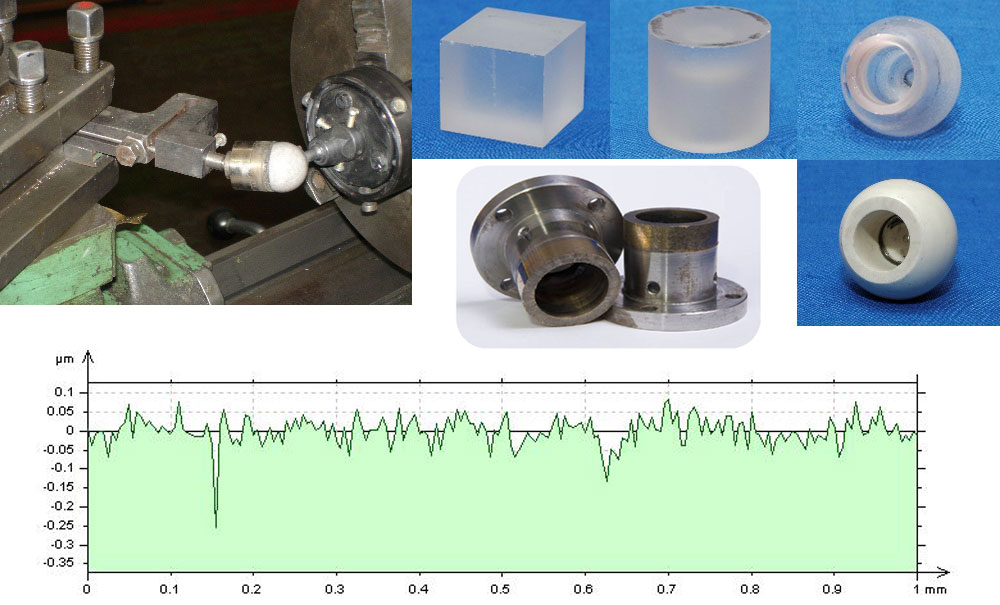
Laboratorium obróbki precyzyjnej
Laboratorium obróbki precyzyjnej (LOP) prowadzi badania z zastosowaniem sekwencyjnych metod obróbki, będących kombinacją obróbki narzędziami o zdefiniowanej (OSD) i niezdefiniowanej (OSS) stereometrii ostrzy, obróbki laserowej (LBM) i obróbki elektroerozyjnej (EDM). Dobór metod i sposobów oraz sekwencji obróbki jest uwarunkowany osiąganymi wskaźnikami jakości technologicznej wyrobu (właściwościami warstwy wierzchniej i dokładnością wymiarowo – kształtową) przy uwzględnieniu kryterium: koszt – wydajność obróbki.
Prowadzone badania służą opracowaniu:
- bazy danych do przemysłowych technologii obróbki precyzyjnej materiałów o specjalnych właściwościach przy zastosowaniu technologii obróbki wiórowej (OSD), obróbki ściernej (OSS), obróbki laserowej (LBM), obróbki erozyjnej (EDM);
- bazy danych do sekwencyjnej, precyzyjnej obróbki materiałów o specjalnych właściwościach przy zastosowaniu technologii obróbki wiórowej i metod niekonwencjonalnych, tj. OSD + EDM, OSS + EDM oraz LBM + EDM;
- założeń do budowy prototypu wielofunkcyjnej, modułowej, rekonfigurowanej obrabiarki do kompletnej, precyzyjnej obróbki materiałów trudnoobrabialnych
(o specjalnych właściwościach).
Przykładem prowadzonych prac badawczych w LOP jest opracowanie technologii precyzyjnej obróbki ceramicznych materiałów na endoprotezy stawu biodrowego.